

Imikhiqizo yokusakazwa kwensimbi engenasici yaseChina ye-OEM ngenqubo yokukhipha isikhunta sesihlabathi kanye nomshini we-CNC.
Ukubunjwa kwesihlabathi kusebenzisa isihlabathi esiluhlaza (isihlabathi esimanzi) noma isihlabathi esomile ukwenza izinhlelo zokubumba. Iukuphonsa isihlabathi esiluhlazainqubo yokulingisa endala kunazo zonke esetshenziswa emlandweni. Lapho wenza isikhunta, amaphethini enziwe ngokhuni noma ngensimbi kufanele akhiqizwe ukuze enze umgodi ongenalutho. Insimbi encibilikisiwe bese ithululela emgodini ukwenza ukubunjwa ngemva kokupholisa nokuqiniswa. Ukubunjwa kwesihlabathi kubiza kancane kunezinye izinqubo zokulingisa kokubili ekuthuthukisweni kwesikhunta nengxenye yokulingisa iyunithi. Ukubunjwa kwesihlabathi, njalo kusho ukukhishwa kwesihlabathi esiluhlaza (uma kungekho ncazelo ekhethekile). Nokho, namuhla, ezinye izinqubo zokubunjwa nazo zisebenzisa isihlabathi ukwenza isikhunta. Banamagama abo, njengokuthiukubunjwa kwegobolondo, i-furan resin ehlanganiswe nesihlabathi (alukho uhlobo lokubhaka),ukukhishwa kwegwebu elilahlekilekanye ne-vacuum cast.
Sinezinhlobo ezahlukene zokulingisa ozikhethele zona. Ingxenye yenqubo ozikhethela yona yephrojekthi yakho kuzoba ukukhethwa kwenqubo yokusakaza ezosebenzela izidingo zakho kangcono. Ifomu elidume kakhulu ukulingisa isihlabathi okubandakanya ukwenza umfanekiso wesiqeshana esiqediwe (noma iphethini) esicindezelwa ngesihlabathi kanye nezithasiselo zokuhlanganisa ukuze kulolonge ukusakazwa kokugcina. Iphethini isusiwe ngemva kokuba isikhunta noma umbono sewenziwe, futhi insimbi yethulwa ngesistimu yomgijimi ukuze igcwalise umgodi. Isihlabathi nensimbi kuyahlukaniswa futhi ukubunjwa kuyahlanzwa futhi kuqedwe ukuthunyelwa ekhasimendeni.
I-Sand Casting VS Investment Casting:
Lezi zinqubo ezimbili zokuphonsa zihlukile ezintweni zokubumba ezisetshenziselwa ukwenza amaphethini. Ukubunjwa kwe-investimenti kusebenzisa i-wax ukukhiqiza i-wax replicas (yingakho ibizwa nangokuthi i-wax casting elahlekile) enosayizi nobukhulu obufanayo nokubunjwa okufunayo. Khona-ke ama-replicas we-wax azombozwa ngesihlabathi kanye nezinto zokuhlanganisa (imvamisa i-silica sol noma ingilazi yamanzi) ukuze kwakhiwe igobolondo eliqinile lokuthululwa kwensimbi encibilikisiwe. Ngenkathi, ukubunjwa kwesihlabathi kuvame ukuthatha isihlabathi esiluhlaza noma isihlabathi esomile ukwenza imbobo engenalutho, enobukhulu obufanayo nobukhulu njengezingxenye zokuphonsa ezifunwayo. Kuzo zombili izinqubo zokuphonswa kwesihlabathi kanye nokutshala imali, isihlabathi nengcina ingase iphinde isetshenziswe. Ukulingisa kwe-investimenti kuvame ukuba nendawo engcono kakhulu, ukunemba kwejiyomethri kanye nobukhulu kunokubunjwa kwesihlabathi.
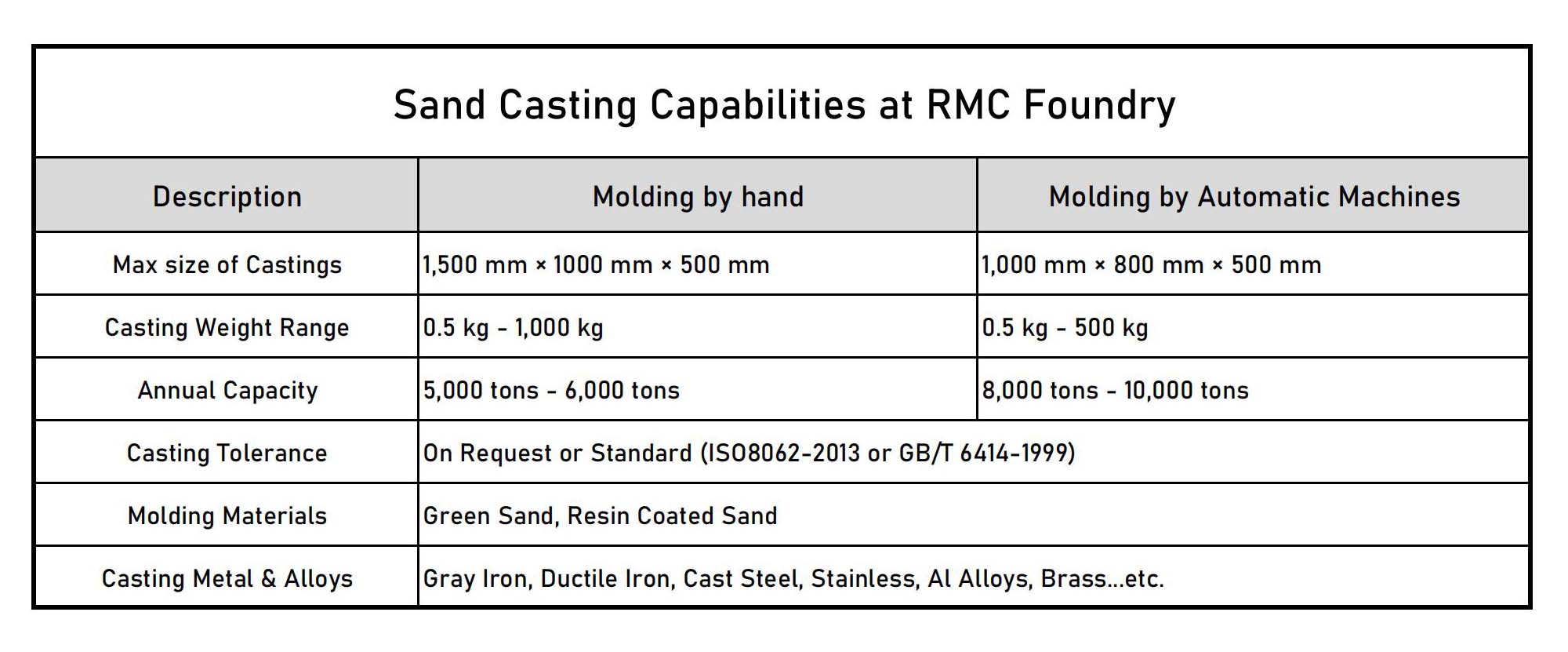
Ukubekezelela ukusakaza kuhlukaniswe i-Dimensional Casting Tolerances (DCT) kanye ne-Geometrical Casting Tolerances (GCT). Isikhungo sethu singathanda ukukhuluma nawe uma unesicelo esikhethekile mayelana nokubekezelelana okudingekayo. Lapha okulandelayo yibanga elijwayelekile lokubekezelela esingalifinyelela ngokusakazwa kwesihlabathi esiluhlaza, ukubunjwa kwegobolondo nokusakazwa kwesihlabathi se-furan resin engabhaki:
✔ Ibanga le-DCT nge-Green Sand Casting: CTG10 ~ CTG13
✔ Ibanga le-DCT nge-Shell Mold Casting noma i-Furan Resin Sand Casting: CTG8 ~ CTG12
✔ Ibanga le-GCT nge-Green Sand Casting: CTG6 ~ CTG8
✔ Ibanga le-GCT nge-Shell Mold Casting noma i-Furan Resin Sand Casting: CTG4 ~ CTG7
Izinzuzo Zenqubo Yokusakaza Isihlabathi
I-1- Izindleko Eziphansi ngenxa yezinto zayo zokubumba ezishibhile nezikwazi ukugaywa kabusha kanye nemishini yokukhiqiza elula.
2- Uhlu olubanzi lwesisindo seyunithi kusuka ku-0.10 kg kuya ku-500 kgs noma ngaphezulu.
3- Isakhiwo Esihlukahlukene kusuka ohlotsheni olulula kuya ohlotsheni oluyinkimbinkimbi.
4- Ifanele izidingo zokukhiqiza zobuningi obuhlukahlukene.
| Izinto zokwakha zenqubo yokusakazwa kwesihlabathi e-RMC Foundry | |||
| Isigaba | Ibanga laseShayina | Ibanga lase-US | Ibanga laseJalimane |
| I-Ferritic Stainless Steel | 1Cr17, 022Cr12, 10Cr17, | 430, 431, 446, CA-15, CA6N, CA6NM | 1.4000, 1.4005, 1.4008, 1.4016, GX22CrNi17, GX4CrNi13-4 |
| I-Martensitic Stainless Steel | 1Cr13, 2Cr13, 3Cr13, 4Cr13, | 410, 420, 430, 440B, 440C | 1.4021, 1.4027, 1.4028, 1.4057, 1.4059, 1.4104, 1.4112, 1.4116, 1.4120, 1.4122, 1.4125 |
| Insimbi engagqwali ye-Austenitic | 06Cr19Ni10, 022Cr19Ni10, 06Cr25Ni20, 022Cr17Ni12Mo2, 03Cr18Ni16Mo5 | 302, 303, 304, 304L, 316, 316L, 329, CF3, CF3M, CF8, CF8M, CN7M, CN3MN | 1.3960, 1.4301, 1.4305, 1.4306, 1.4308, 1.4313, 1.4321, 1.4401, 1.4403, 1.4404, 1.4405, 1.44404, 1.4404, 9 1.4435, 1.4436, 1.4539, 1.4550, 1.4552, 1.4581, 1.4582, 1.4584, |
| Imvula Iqinisa Insimbi Engagqwali | 05Cr15Ni5Cu4Nb, 05Cr17Ni4Cu4Nb | 630, 634, 17-4PH, 15-5PH, CB7Cu-1 | 1.4542 |
| I-Duplex Stainless Steel | 022Cr22Ni5Mo3N, 022Cr25Ni6Mo2N | A 890 1C, A 890 1A, A 890 3A, A 890 4A, A 890 5A, A 995 1B, A 995 4A, A 995 5A, 2205, 2507 | 1.4460, 1.4462, 1.4468, 1.4469, 1.4517, 1.4770 |

I-Sand Mold Casting Foundry






{kind=link}